DHCNC-BP-60 WORKSTATION
7-Punch · 1-Shear · 1-Emboss | Fully-Integrated Shipping
A high-speed, heavy-duty CNC punching, shearing, and engraving mono-block workstation. Engineered with direct CAD import capabilities and 3D nesting algorithms. Eliminates manual off-cut estimations, generating instant material cost improvements.
Certification
ISO 9001
Lead Time
45-50 Days
Shipment Protocol
Pre-Calibrated Block
⚡ Sourcing Summary: DHCNC-BP-60 Workstation
What Technical Specifications Define the DHCNC-BP-60 CNC Punching & Shearing Workstation?
Cross-reference our rigid machine tolerances on the right while exploring specialized 3D Nesting software savings on the left.
3D Nesting Copper Savings Calculator
The DHCNC-BP-60 provides direct CAD import layouts and 3D Nesting, reducing raw material waste by 12.5% on average. Calculate your annual savings below:
DRAG-AND-DROP 3D CAD INTEGRATION
No manual G-code typing or trigonometry estimations. Simply drag and drop your standard CAD drawings, and our HMI computes optimal punching pitches and shearing limits immediately.
TCO & ROI Investment return analysis
To support your management's CapEx evaluation, this objective financial comparison details the initial purchase value and subsequent operating costs (OpEx) for high-volume copper processing:
| Evaluation Metric | DHCNC-BP-60 Advantage | Premium European CNCs |
|---|---|---|
| Capital Expenditure (CapEx) | ~1/3 of European equivalents | High Initial Barrier (100% premium) |
| Custom Punching Tooling | First 8 Sets Included ($0) | Expensive Addon (~$3,000+) |
| 3D Nesting Software License | Lifetime Zero-Cost License | Recurring Annual Subscription |
| Spare Parts Architecture | Open Standard (Locally Sourced) | Proprietary Vendor Lock-in |
| Maintenance & Call-out Support | Built-in Remote diagnostics ($0) | High Site-visit Fees (~$2,500+) |
| Est. Payback Period (ROI) | 8 - 10 Months (Rapid Return) | 24 - 36 Months |
Objective Financial Analysis (Why the Difference?)
1. Throughput & Ergonomic Fit
Premium European CNCs are built with extreme tolerances. However, pure busbar processing is ultimately bottlenecked by manual material handling. The DHCNC-BP-60 delivers exact precision (±0.20mm) and speed (110-140 HPM) that perfectly maximizes a human operator's loading capacity. Paying 3x more for a European machine will not yield 3x the output.
2. OpEx Control & Smart Support
European manufacturers lock buyers into a proprietary ecosystem of expensive parts and service visits. Our machine is built on open architecture using globally standardized components with Siemens controls. Integrated remote diagnostics resolve 80%+ of faults online. Physical parts can be easily sourced locally in Mexico.
3. Material Yield Savings
Our included 3D nesting software reduces copper waste by approximately 10-15%. For a factory processing tons of copper monthly, this raw material saving alone covers the machine's depreciation within the first year (saving up to $59,800/yr).
DHCNC-BP-60 Specifications
Verification standard: ISO 9001:2015What Standard Tooling & Die Package Ships with the DHCNC-BP-60?
The DHCNC-BP-60 ships with a complete operational tooling set. Plug-and-play production directly out of the box.
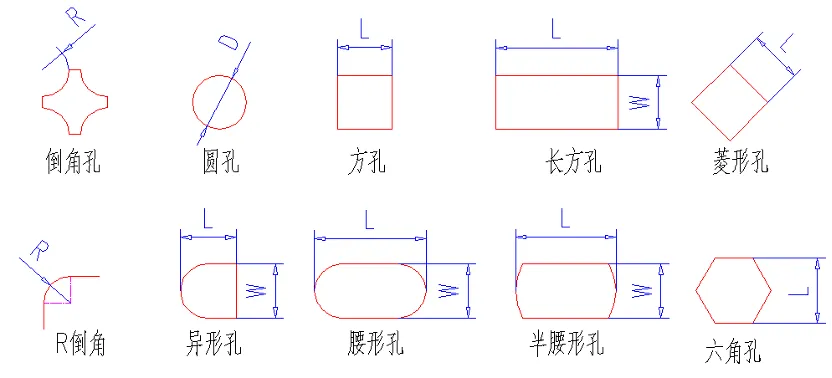
Round Hole Punching Dies
Φ7, Φ9, Φ11, Φ13, Φ17 (1 set each)
Oblong Hole Punching Dies
Φ11×16, Φ13×18, Φ17×22 (1 set each)
Embossing Die Package
Co-axial design (1 set)
Heavy-Duty Shearing Die
Precision column guide (1 set)
Flat Bending Dies
R5 & R10 radius (1 set each)
Auto Vertical Bending Die
Heavy hydraulic (1 set)
Dual-Stage Clamping System
Main & Sub Clamps (1 pair)
Intelligent 3D Software Pack
Integrated industrial PC & monitor (1 set)
How Does DH CNC Solve Common Busbar Punching & Shearing Production Bottlenecks?
We build machinery to solve real shop Floor bottlenecks. See how DH CNC offsets physical limits with smart design.
PAIN POINT: Precision Drift After Assembly
Traditional split-body machinery requires complex assembly on-site. Shipping shocks and structural movements inevitably shift alignment, causing periodic precision errors and costing $3,000-$5,000 in technician recalibration fees.
DH CNC SOLUTION
Fully-Integrated Shipping. The DHCNC-BP-60 is built on a heavy stress-relieved steel mono-block frame, factory pre-calibrated, and shipped as one unified unit. It works immediately out of the crate, retaining tight alignment tolerances indefinitely.
PAIN POINT: Low Material Sourcing Efficiency
Without calculated nesting, operators make separate linear cuts, producing vast volumes of expensive copper remnants. Raw materials make up to 70% of switchgear manufacturing cost, directly draining profits.
DH CNC SOLUTION
Project-Level Nesting. Our proprietary software imports full CAD drawings and groups parts dynamically across standard 6m bars. Common-edge cutting reduces clamp margins down to 55mm, achieving an average 10% to 15% copper saving.
PAIN POINT: Long Operator Training & Programming Times
Standard CNC machinery requires skilled G-code programmers. Onboarding a new operator takes weeks of training, resulting in costly testing and scrap busbar waste during the process.
DH CNC SOLUTION
Direct 3D CAD Imports. The HMI interface accepts direct STEP and DXF CAD files. With pre-loaded templates for punching and shearing holes, operators can be fully trained and running production in just 2 to 3 days.
PAIN POINT: Extended Downtime During Failures
When a complex controller fails, factories must wait days for a specialized engineer to travel on-site, halting assembly and delaying critical deliveries.
DH CNC SOLUTION
Built-In Remote Diagnostics. The Siemens system supports online network diagnostics. 80%+ of control or programming issues are diagnosed and resolved online instantly by our team.
Which Industrial-Grade Components Power the DHCNC-BP-60?
Industrial-grade elements sourced strictly from globally verified Siemens, Inovance, HIWIN, Atos, and NSK supply chains.
How Does the DHCNC-BP-60 Compare Against Traditional Split-Body Machines in Total Cost of Ownership?
Compare the DHCNC-BP-60 against legacy split-body systems. Make an informed procurement decision.
| Performance Metric | DHCNC-BP-60 Solution | Traditional Split-Body Machines |
|---|---|---|
| Capital Expenditure (CapEx) | Fractional CapEx (~1/3 of European CNC equivalents) | High Capital Barrier (100% premium overhead) |
| Software Licensing Cost | Lifetime Zero-Cost 3D Nesting License Included | Recurring annual license fee (~$2,000/yr) |
| Custom Tooling Package | First 8 Sets Custom Punching Dies Included for $0 | Expensive addon packages (~$3,000 - $4,500) |
| Maintenance Setup | Built-in Siemens Remote Diagnostics ($0 standard) | Expensive physical technician travel fees (~$2,500+) |
| Estimated Payback (ROI) | Rapid 8 - 10 Months payback horizon | Prolonged 24 - 36 Months payback horizon |
| Shipping Protocol | Fully assembled & factory pre-calibrated | Split-body requiring on-site engineering |
| Precision Stability | Long-term drift-free construction | Requires periodic physical recalibration |
| Hole Pitch Accuracy | ±0.20 mm | ±0.30 mm to ±0.50 mm |
| Striking Speed | 110-140 HPM | 80-100 HPM |
| Material Sourcing Optimization | Dynamic 3D Nesting (+10-15% copper savings) | Manual linear estimations (high scrap rate) |
| Operator Learning Curve | 2-3 days (direct CAD imports) | 1-2 weeks manual G-code training |
What Is the Operator Learning Curve, ROI, and Global Application Scope of the DHCNC-BP-60?
An engineering-first evaluation of the DHCNC-BP-60 automatic punching center's business impact on switchboard manufacturing, metal efficiency, and grid integration.
4-Hour Operator Learning Curve
Traditional heavy punching cells require manual G-code programming and detailed coordinate triangulation to align round, oblong, and square punching dies.
The **DHCNC-BP-60 punching center** supports direct drag-and-drop CAD drawing import (DXF/STEP). The smart software automates coordinate extraction and turret station index paths. New personnel bypass G-code manual tuning, running precise automated batch punching with under 4 hours of training. For a deep engineering dive on how this software optimizes copper stock, read our Guide: Maximizing Copper Utilization via 3D Nesting Software. For switchgear busbar clearance and layout standards that DHCNC-BP-60 punching must comply with, see our IEC 61439-1 Creepage and Clearance Standards Guide.
12.5% Annual Copper Savings
By combining Yang's proprietary **3D nesting software** with zero-waste column guide shearing dies, the DHCNC-BP-60 limits T2 copper scrap margins to under 3%, delivering an average 12.5% savings in yearly copper procurement.
The monoblock cast-iron frame design eliminates $3,000-$5,000 in on-site third-party technician calibration fees upon sea transit arrival, driving immediate commissioning ROI.
Switchboard & Grid Compatibility
Optimized for high-volume switchgear assembly plants (low-voltage panels, high-voltage substations, marine control grids, and massive solar grid connected inverter terminals).
To ensure zero electrical startup bottlenecks, motor coils and proportional valves are pre-calibrated to your regional industrial power grid—supporting **220V/440V 60Hz** (Mexico & LATAM), **480V 60Hz** (USA & Canada), and **380V/400V 50Hz** (Europe, Asia, Middle East). Shipped in seaworthy vacuum rust-barrier bags.
DHCNC-BP-60 Visual Quality Audit
Explore actual touch HMI interfaces, CAD die blueprints, and finished machined copper parts directly from our production floor.
Siemens Touch HMI & 3D Nesting Interface Audit
Visual documentation of the pre-loaded 3D nesting, direct CAD vector imports, real-time coordinate tracking, and automated diagnostics page.
Nesting Dashboard
Pre-calculated layout nesting showing real-time material recovery status and stock alignment.
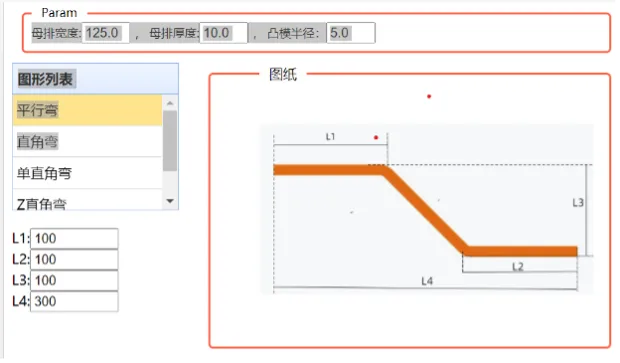
Direct CAD Vector Import
Accepts direct STEP/DXF drawings, computing spacing limits and punch coordinates automatically.
Coordinate Strike Logs
Pre-loaded multi-axis parameters, providing active cylinder alignment tracking and collision prevention logs.
Pressure Diagnostics
Real-time tonnage sensors and Siemens remote-diagnostic parameters ensuring active component monitoring.
Custom CAD Mould Design & Precision Tooling
Detailed engineering drawings of our standard and custom-molded tooling dies (including turret punching and precise shearing columns).
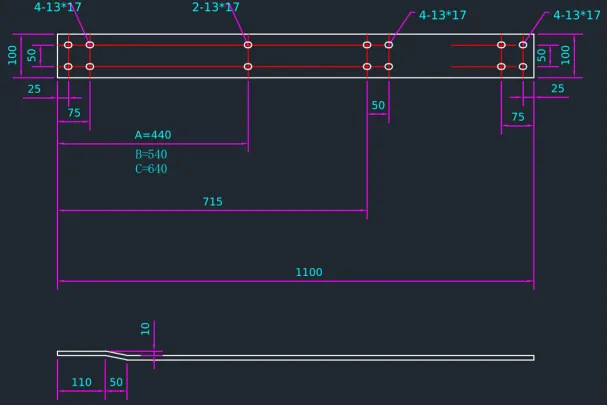
Turret Rotary Punch Design
High-rigidity turret multi-punch assembly blueprint detailing circular and square coordinate layouts.
Shearing Column Guides
CAD vectors detail precise vertical column guides to deliver clean, burr-free cuts under full tonnage.

Oblong Punching Die Vectors
Special oblong, rounded rectangular, and quick-change die profile CAD vectors for electrical terminals.
Machined Copper Samples & Finished Pieces
Inspect the smooth edge profiles, clean bend geometry, and pitch accuracy on actual copper components manufactured by the DHCNC-BP-60.

Precision Slot Punching
Smooth slot punch margins proving absolute structural stability and zero localized micro-tearing.

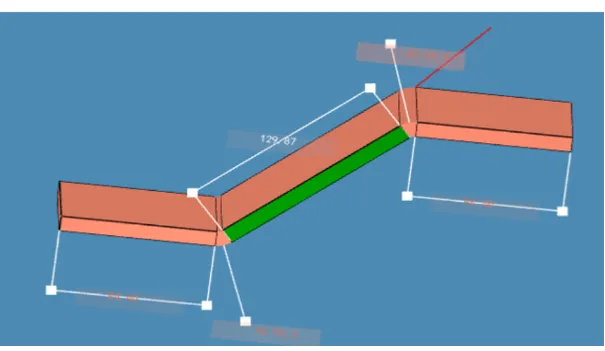
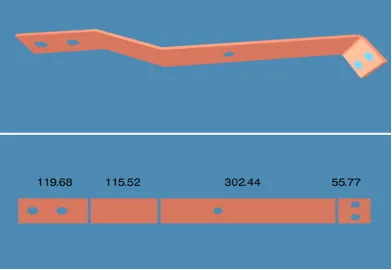
Multi-Plane Bent Busbars
Finished twist-bends and offset bent joints detailing high angle consistency and zero backspring cracks.

Burr-Free Shearing Cuts
Extremely vertical, burr-free cuts under full 600kN force, reducing downstream copper sanding.

High-Density Hole Arrays
Multi-variety completed terminals detailing absolute pitch consistency of ±0.20 mm.