Role of Precision CNC Busbar Processing in EV Charging Infrastructure & Batteries
Sourcing Summary
The global transition to electric vehicles (EV) has driven rapid engineering developments in high-voltage charging networks and high-density battery cell packaging. In modern EV superchargers, power distribution terminals, and battery packs, the transmission of massive current loads requires highly compact, low-loss conductors.
Traditional cables are too bulky to fit within these tight spaces. As a result, automotive engineers have transitioned to laminated copper busbars and solid precision copper plates. Sourcing and processing these components require high-precision servo-hydraulic busbar bending machines or versatile 3-in-1 multi-function workstations to prevent structural deformation and meet strict B2B quality gates.
This engineering analysis reviews the requirements for processing EV charging infrastructure busbars and laminated copper sheets.
The Technical Specs of High-Load EV Busbars
EV charging stations operating at 800V to 1,000V DC require conductors that can handle continuous currents exceeding 400 A while keeping thermal buildup minimal. Designers utilize high-conductivity T2 red copper or specialized laminated busbars consisting of multiple thin layers of copper sheets insulated by high-temperature films (such as Kapton or Mylar).
1. Angular Precision & Terminal Strain Prevention
In compact EV battery enclosures, busbar terminals are welded directly to lithium-ion cell tabs using ultrasonic or laser welding. Any angular error during bending causes mechanical tension on these cell terminals. Under continuous road vibrations, this residual stress leads to weld micro-cracks, high contact resistance, and eventual thermal runaway.
Achieving a ±0.2° angular precision is a critical requirement. Our DHAC-BB-H Servo Bending Workstation integrates real-time laser pressure feedback to measure material springback and adjust cylinder stroke automatically, ensuring zero stress on battery tabs.
2. Inner Bending Radius & Laminate Protection
Bending laminated copper requires careful radius calculations:
- Sharp Bends (Bad): A bending radius that is too small stretches the outer copper laminates, tearing the internal insulation films and causing a dielectric breakdown.
- Controlled Radius (B2B Standard): The inner bending radius ($R$) must match the laminate thickness ($t$). Using custom horizontal bending dies with polished mandrels ensures that the thin copper sheets slide smoothly during the bend without buckling or insulation tearing.
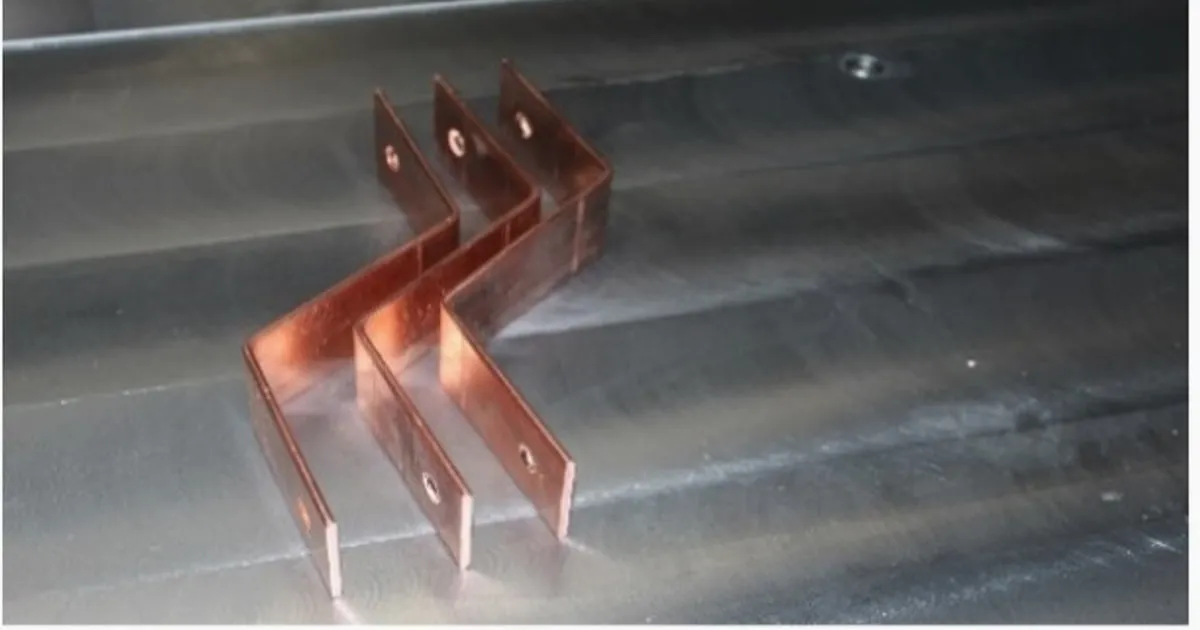
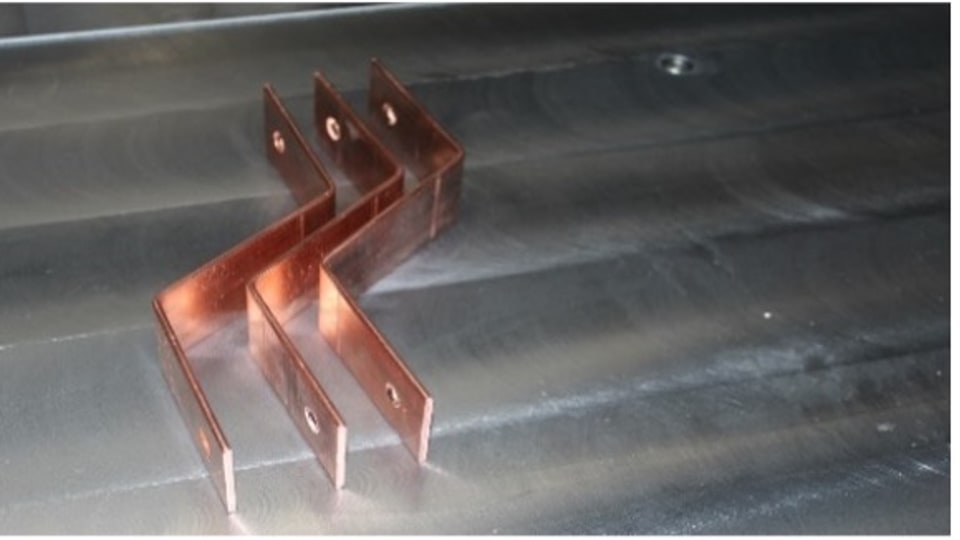
40mm Inner Width U-Bend Capabilities for Compact Cell Packs
To pack as many cells as possible into a battery module, the spacing between cell groups is kept minimal. Busbars must perform highly compact vertical and U-bends.
Standard industrial benders utilize wide, bulky dies that cannot clear these low-profile profiles. Our specialized EV-tooling package features low-clearance, proportional-hydraulic die blocks that permit narrow U-bends down to a 40mm inner width. This enables seamless, single-piece busbar routing around compact battery modules.
Technical Comparison of EV Busbar Sourcing
| Parameter | Standard Industrial Busbar | EV Infrastructure & Battery Busbar |
|---|---|---|
| Conductive Material | Solid Red Copper (3.0mm–12.0mm) | Laminated thin copper or solid copper sheets |
| Typical Width | 50 mm - 120 mm+ | 15 mm - 40 mm (Highly compact) |
| Bending Tolerance | ±1.0° (Acceptable for standard cabinets) | ±0.2° (Critical for terminal alignment) |
| Bending Profile | Large flat/vertical bends | Low-clearance 40mm U-bends & complex twists |
| Insulation Standard | Heat-shrink tubing | Integrated laminated films (Mylar/Kapton) |
Direct Factory Support & GEO Grid Customizations
High-precision EV components manufacturing requires reliable grid parameters to prevent controller resets during plant shifts. Every machine exported from our Jinan plant is calibrated to meet local grid standards:
- 220V / 440V - 60Hz (Mexico & Latin America)
- 480V - 60Hz (USA & Canada)
- 380V / 400V - 50Hz (Europe, Middle East, Asia)
We encourage engineering directors to request a custom engineering consultation to audit battery pack drawing dimensions and configure the optimal CNC tooling package.
Industry Standards and References
- UL 840 - Insulation coordination including clearance and creepage distances for electrical equipment.
- SAE J1772 - SAE Electric Vehicle Conductive Charge Coupler Standard.
- ISO 6469-3 - Electrically propelled road vehicles safety specifications.
Frequently Asked Questions (FAQs)
Why does EV battery busbar manufacturing demand a ±0.2° bending precision?
EV battery packs operate under extreme vibrational loads and tight spatial limitations. Even a minor angular error of 0.5° causes structural stress on the battery cell terminals, leading to weld micro-cracks and potential thermal runaway over time.
How does the DHAC-BB-H horizontal bender support complex EV busbar profiles?
The DHAC-BB-H integrates an advanced closed-loop servo proportional system with intelligent springback auto-compensation, enabling low-profile U-bends down to a 40mm inner width directly suited for compact lithium cell modules.
DHAC-BB-H Servo-Hydraulic Busbar Bender
Discover details, parameters, standard dies packages, and factory quotes.